")
")
")
Holzbearbeitung
Keines der Mitglieder hatte eine formale Ausbildung in der Holzbearbeitung. Zwei Mitglieder hatten zuvor am Bau von Wikingerschiffen mitgewirkt und andere hatten gute Kenntnisse in der Holzbearbeitung als Hobby.
Um mehr Menschen in die Kunst einzubeziehen, die Methoden der alten Werkzeuge zu erlernen und ein Gefühl für die Beschaffenheit des Lindenholzes zu bekommen, begann eine Ausbildungsphase für die Holzbearbeitung. Als Ausgangsmaterial dienten einheimische Lindenbäume.
Wir begannen mit dem Schnitzen von Repliken von Schilden aus dem Fundstück, es wurden einige Paddel hergestellt und zwei Ruderbänke geschnitzt.
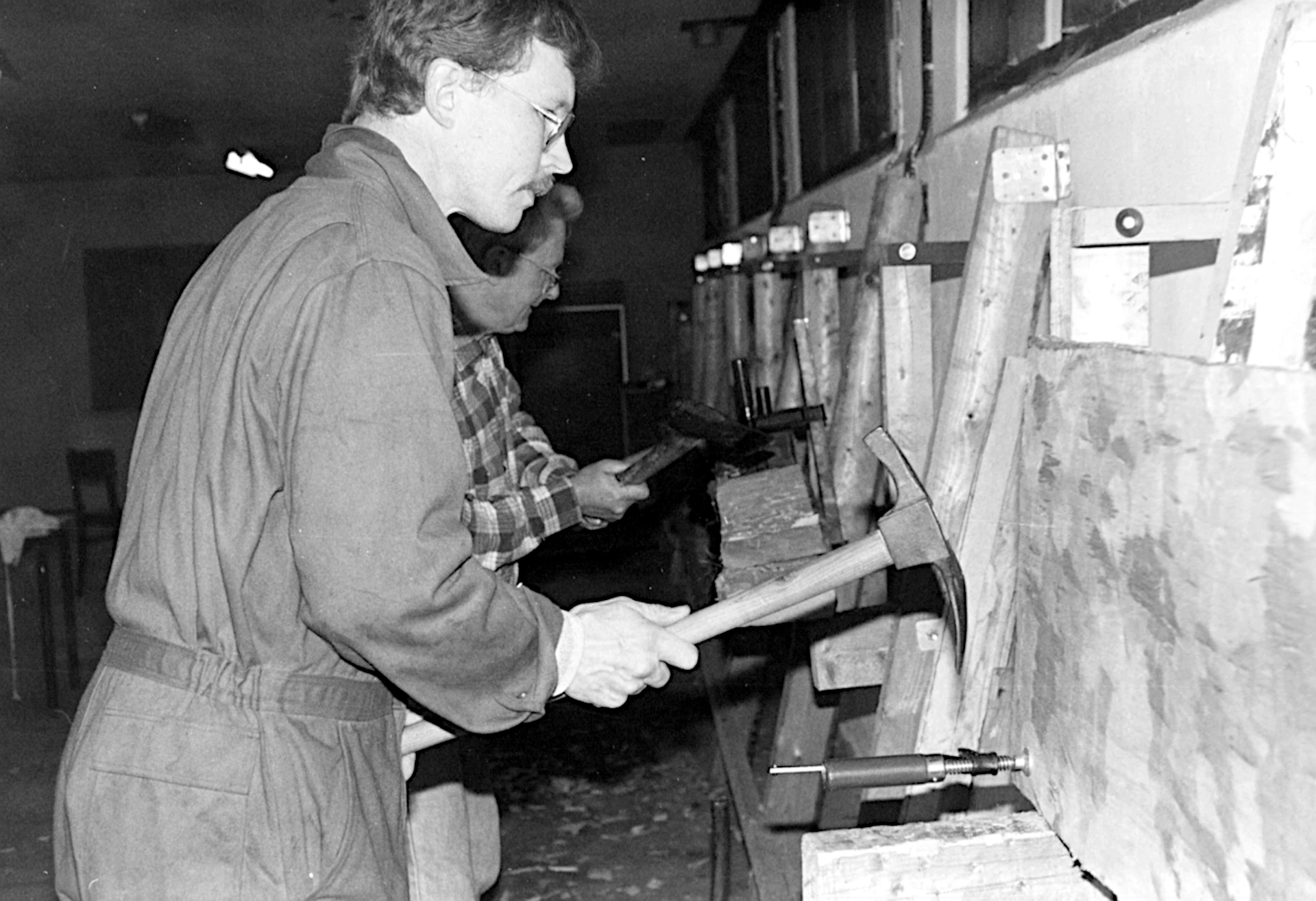
Foto: H.P. Rasmussen.
Als die Werkzeuge der Schmiedegruppe auftauchten, wurden sie getestet. Es wurde der beste Winkel für die Schneide gefunden, und es wurden verschiedene Schaft- und Griffformen ausprobiert und ausgewählt.
Während der Ausbildungsphase kristallisierten sich die Stärken und Schwächen der einzelnen Mitglieder heraus, und es kam zu einer Arbeitsteilung. Die einen kümmerten sich naturgemäß um die Vorbearbeitung der Werkstücke, die anderen um die Nachbearbeitung der Oberflächen. Auch das Schärfen von Werkzeugen wurde zu einer Spezialität. Aufräumen und Reinigen wurden als wesentlich für Sicherheit und Qualität angesehen.
Die Methode zur Bearbeitung des Holzes bestand darin, die großen Mengen mit den Meisteräxten abzutragen und, wenn man sich der endgültigen Form näherte, mit einem Stechbeitel Rillen in die gewünschte Form zu schneiden. Diese Rillen wurden in einem Abstand von 10 cm angebracht. Schließlich wurde das Holz zwischen den Rillen mit den Flacheisen entfernt und die Oberfläche geglättet.
Schleifpapier wurde nicht verwendet.
Der Schnitt wurde fast immer quer zur Maserung des Holzes ausgeführt.

Foto: H.P. Rasmussen.
Anfangs arbeiteten wir samstags, aber bald begannen wir, jeden Dienstag- und Donnerstagabend zu „hacken“. Wir waren zwischen 6 und 12 Bootsbauer.
Nach einigen Monaten des Übens mit Gegenständen wie Schilden und Ruderbänken begannen wir mit dem Bau von zwei Probestücken des Bootes im Maßstab 1:1. Ziel war es, die Details des Bootes zu studieren und Methoden zu entwickeln, um sie herzustellen. Ebenso wichtig war es, etwas über die Montagemethoden zu lernen.
Der wichtigste Zweck war jedoch, uns selbst (und die Menschen um uns herum) davon zu überzeugen, dass wir das Boot bauen können.
Das erste Teststück war ein Mittelteil des Bootes mit einer Länge von 1,4 m. Es enthielt zwei Dächer und vermittelte uns Erfahrung in der Herstellung von Klampen, den durchbohrten Verdickungen in den Planken, an denen die Spanten festgezurrt wurden. Wir lernten auch, wie man die Spanten herstellt und montiert und die Planken zusammennäht.
Das zweite Teststück waren die ersten 5 Meter des Bugs von der äußeren Spitze des Horns bis kurz nach dem vorderen Spantsystem. Dieses Teststück umfasste die Herstellung der Hörner, die Verbindung zwischen dem unteren Horn und der unteren Planke, die Herstellung und Montage des Bugs und wiederum die Montage und das Nähen der Planken oder Bohlen, wie die Planken im Holzschiffbau oft genannt werden.
Ein besonderer Aspekt wurde untersucht, nämlich die Anbringung der Planken am Bug. Johannessen hatte in seiner Zeichnung angegeben, dass die Enden der Planken an der Innenseite des Bugs angebracht werden sollten. Wir waren etwas skeptisch über diese Interpretation, die so sehr von allen anderen Bootsbauprinzipien abwich. Also ließen wir das Steuerbordbrett auf der Innenseite und das Backbordbrett auf der Außenseite des Bugs landen, damit wir eine Diskussionsgrundlage hatten.

Foto: H.P. Rasmussen.
Mit den Vikingeskibshallen in Roskilde war vereinbart worden, dass die beiden Teststücke dort in einer Ausstellung zusammen mit der Nachbildung eines genähten Kanus aus Tomoko auf den Salomonen gezeigt werden sollten. Beim Aufstellen der Teststücke hatten wir eine Diskussion mit den Archäologen des maritimen Zentrums und stellten fest, dass die Bohlen von außen auf dem Bug landen sollten.
Eine Bemerkung eines der Archäologen, die einen großen Einfluss auf unser Boot hatte, war der Wunsch nach einem feineren Finish.
Die protokollierte Arbeitszeit für die Herstellung der Teststücke betrug 1.800 Arbeitsstunden.
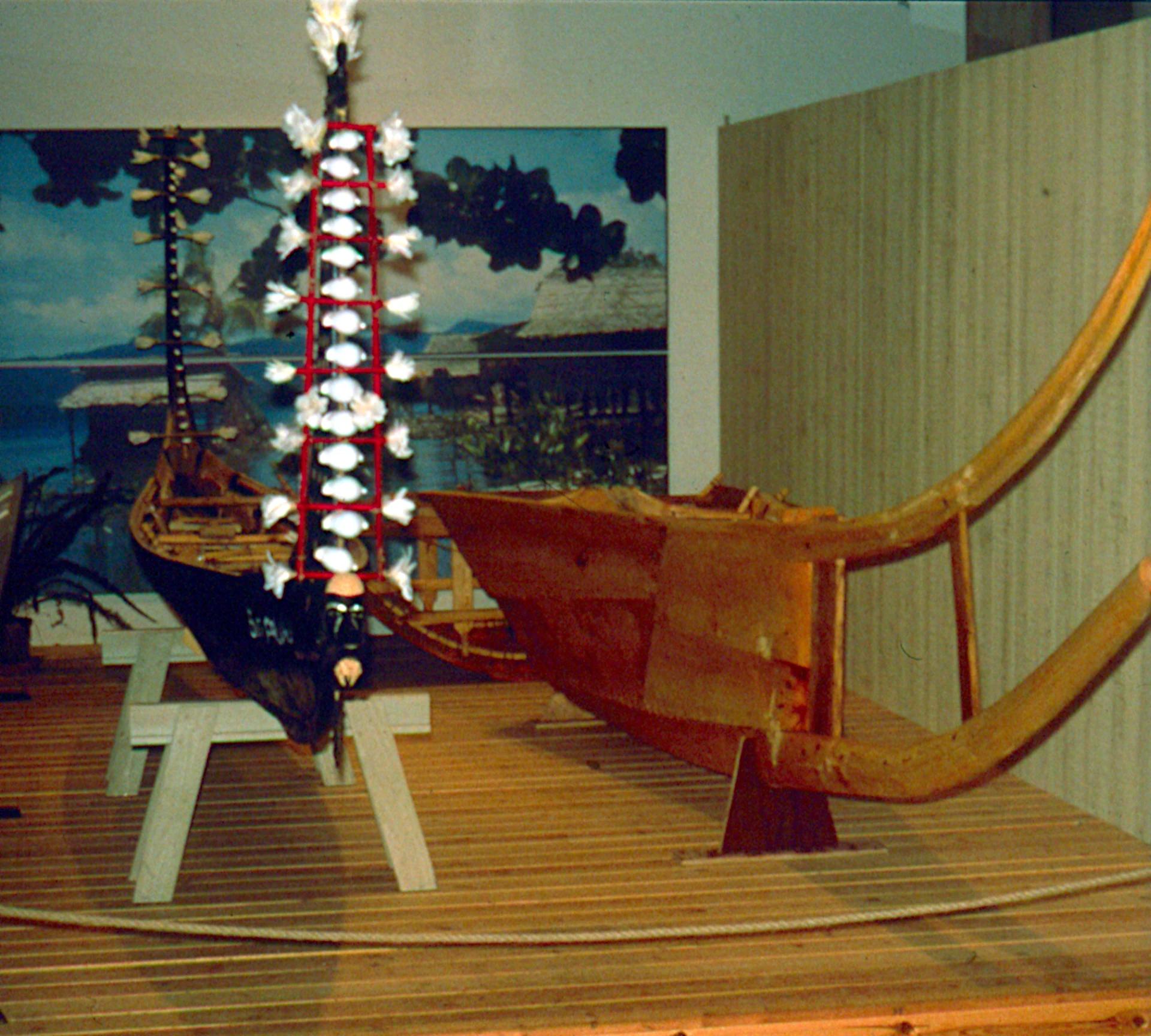
Foto: H.P. Rasmussen.